固结磨具-砂轮硬度检验方法介绍磨具-砂轮硬度是指磨粒在外力作用下脱落的难易程度,它是砂轮产品在使用过程中的一个关键指标。如果砂轮太硬,磨削后工件容易烧伤工件;太软···
全国咨询热线
固结磨具-砂轮硬度检验方法介绍
磨具-砂轮硬度是指磨粒在外力作用下脱落的难易程度,它是砂轮产品在使用过程中的一个关键指标。如果砂轮太硬,磨削后工件容易烧伤工件;太软则砂轮的消耗很快,同时在加工中也容易对工件的表面质量带来较大的影响。目前,磨具砂轮行业对砂轮硬度测量主要依据GB/T 2490-2018《固结磨具 硬度检验》。
下面简单介绍下固结磨具砂轮硬度检测的方法:GB/T 2490-2018《固结磨具硬度检验》。
1.范围
本标准规定了喷砂硬度机检验砂轮硬度的方法和洛氏硬度计检验砂轮硬度的方法。
本标准适用于磨料粒度为F36~F1200的陶瓷结合剂和树脂结合剂砂轮。
喷砂硬度机检验砂轮硬度的方法
2.1原理:喷砂硬度机是利用一定体积的石英砂,在一定压力的高速气流作用下,通过喷嘴,喷射到砂轮表面,使部分磨粒和结合剂剥离,表面形成凹坑,用测量凹坑深度来表示磨具的硬度。
2.2范围:硬度等级为F~L的磨具采用5cm3砂室测定;硬度等级为M~Y的磨具采用28cm3砂室。
2.3测定部位:
| 砂轮型号 | 被测磨具最小尺寸 | 测定部位 |
| 1、3、4、5、20、23、35、36、38、39 | P及更硬的磨具,厚度≥6mm;N及更软的磨具,厚度≥8mm;被测部位有效面积≥30mm×30mm | 外圆至孔1/2处,对称测两点 |
| 7、8、22、24 | 外圆至槽1/2处,对称测两点 | |
| 31、54、90、 | 宽面沿长度方向中心线距边缘1/5处,对称测两点 | |
| 2、37 | 被测部位有效面积≥30mm×30mm | 环端面1/2处,对称测两点;有效面积不够时,外圆中部对称测两点 |
| 6、9、11 | 各种尺寸 | 外圆柱面(外锥面)沿高距上口1/3处,对称测量点 |
| 12、12a、12b、13、21、25、26 | 各种尺寸 | 内锥面距边缘1/2处,测两点 |
2.4检验操作:
(1)根据砂轮标记的硬度等级选用相应砂室的喷砂硬度机。
(2)砂轮放置在喷砂硬度机台板上,喷砂硬度机支撑头的三角端面完全与砂轮接触,测出砂轮表面喷砂前的初始值。
(3)石英砂完全从砂室中喷出后,机头应保持压住砂轮表面,测出砂轮表面相同部位喷砂后的值。
(4)计算出坑深值,喷砂后的值与初始值之差为坑深值。
(5)如果某点坑深值不在本标准规定的允许范围内,可以在该点附近重新测定一次。
3.洛氏硬度计检验砂轮硬度的方法
3.1原理:在规定条件下,将
3.2范围:硬度等级为A~Y的砂轮洛氏硬度值。
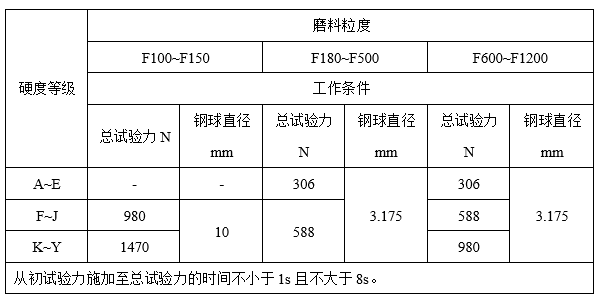
3.3工作条件:总试验力和钢球的规定见下表。
3.4测定部位:
(1)磨石、砂瓦:在宽面上沿中心线在长度方向上均匀分布测取三处。
(2)杯、碗形砂轮:在外圆柱面(或外锥面)距环端面1/3处对称测四处。
(3)碟形砂轮:在内锥面1/2处或环端面上相互对称测四处。
(4)其他砂轮:在周边距孔(或槽)1/2处对称测四处。
(5)砂轮直径大于500mm或厚度大于100mm时,可做工艺相同的样块进行检测。
(6)以上每处测三点,取数值相近两点的算术平均值为该处硬度值。
3.5 检验操作:
(1)根据砂轮硬度等级选用相应的总试验力和钢球。
(2)将砂轮放在洛氏硬度计的检验台上,上升工作台,缓缓地加上98N初试验力,调整指针对准C标尺。
(3)加上主试验力,待总试验力完全加上后,不维持时间,卸去主试验力,按B标尺读数。
国磨质检拥有检测固结砂轮硬度的全套设备,满足标准GB/T 2490-2018《固结磨具硬度检验》,并具备一定的检测能力,可为行业企业提供检验检测、检验人员培训等技术服务工作。
一对一为您答疑解惑



